

At the West Point Foundry, an ordnance genius engineered devastating cannons
At the beginning of the 19th century, it was unthinkable for a nation to try to wage war or establish a viable national defense without sufficient resources to manufacture cannons. Yet that’s the position in which the United States found itself after the War of 1812. The country had only one small operating foundry, located at Georgetown, in Washington, D.C., and was largely dependent on importing foreign artillery. Well aware of the deficit, President James Madison authorized establishing four new arsenals, each with an iron foundry capable of casting heavy guns. Three of them—in Richmond, Georgetown and Pittsburgh—were federally funded and operated. The fourth, a privately owned concern located across the Hudson River from the U.S. Military Academy at West Point, would be instrumental in preserving the Union within the next half-century.
The site for the West Point Foundry, owned by wealthy New Yorker Gouverneur Kemble, was part of a huge tract of land seized from a Loyalist family during the Revolution. Aside from being a member of one of New York’s most affluent families, Kemble had friends in high places: His sister had married the secretary to the Board of Navy Commissioners. Kemble and his partners, calling themselves the West Point Foundry Association, selected what proved to be an ideal spot for the project. A sheltered 90-acre Hudson River inlet, soon dubbed Foundry Cove, offered sand for casting, while water from nearby Margaret’s Brook—soon to be renamed Foundry Brook—powered the foundry. Thick forests provided timber for fuel and charcoal production, while local quarries supplied iron ore. Most important, the river itself served as a reliable shipping highway. And when the Hudson froze, the Philipstown Turnpike, which ran east into Connecticut, offered overland access.

The new foundry first fired up its furnaces in 1817, turning out not only guns and projectiles but also domestic goods. America’s first two steam engines came from the foundry’s mills, as did iron boats, benches and fences; lampposts, lighthouses and building facades; beam engines and mills for use in Austria, Canada and the Caribbean; marine engines and boilers for frigates and early steamships; and huge pipes, fixtures, and fittings for the Croton Aqueduct, New York City’s system that conducted water 41 miles from the Croton River to Gotham. And before the Civil War the foundry shipped countless cotton presses to Southern plantations. It was one of America’s first marvels of modern technology, a literally glowing example of a rapidly industrializing North. Artists found it irresistible, invariably portraying it in the halo of smoke and orange and yellow glow that was visible for miles on both sides of the Hudson.
In 1836 former physics instructor and West Point graduate Robert Parker Parrott was named inspector of ordnance at the academy and posted at the foundry. Kemble recognized the young man’s ability, and within the year Parrott resigned his commission to become foundry superintendent. He also invested heavily in the foundry that he would be running. In 1839 Parrott married Kemble’s sister, Margaret, a propitious union for both the Parrotts and the foundry.
Parrott devoted his considerable talents to improving production. While continuing to stress the use of local materials, he began processing a superior grade of pig iron from the Greenwood Furnace, in nearby Orange County. He imported skilled labor from abroad, mainly Europe and the British Isles, and established an apprenticeship program for teenagers. Parrott also provided housing and clothing for his burgeoning workforce and enlarged the foundry school, where apprentices, workers’ children and—time permitting—the workers themselves could study. As the factory grew, so did the village of Cold Spring, which had started out as a tiny trading hamlet.
But it was in the development of a new type of cannon that Parrott made his mark. Throughout the Civil War, Parrott’s operation would turn out various types of artillery, such as Dahlgren and Rodman cannons. At the time, these guns were still traditionally smoothbore and muzzle-loaded. While easier to manufacture than cannons with rifled bores, they were far less accurate, with a markedly shorter range. Rifling—the creation of lands and grooves in the barrel that give spin to the projectile—allowed the shells to travel considerably farther, and with greater accuracy, than those fired from the tubes of smoothbore cannons. The West Point Foundry played a major role in defeating the Confederacy because it produced a specific type of rifled cannon—or “rifle,” as they were called. That gun was Robert Parrott’s brainchild.
Though Parrott was not the first to rifle the barrels of cannons, he made significant improvements to the production system. His contributions, for which he was granted a series of patents, lay in the proprietary process used for wrapping the breech of each gun with a thick band of wrought iron, as well as in the type of projectile the gun would fire. Cannons of his day had a tendency to burst at the breech, destroying the guns and killing or maiming their crews. To reinforce the gun and keep it from exploding, Parrott hot-wrapped a stout iron band around its breech, allowing it to shrink immovably in place as it cooled. He also received patents for a special fuse and sight for his rifles.
Parrott guns became the conflict’s most commonly used artillery pieces—in the words of one historian, “available, inexpensive and accurate.” So popular was Parrott’s innovation that Confederate arsenals copied them religiously. Ironically, several Parrott guns had already been sold to the Southern states prior to the war’s outbreak, including some that would be used to bombard Fort Sumter.
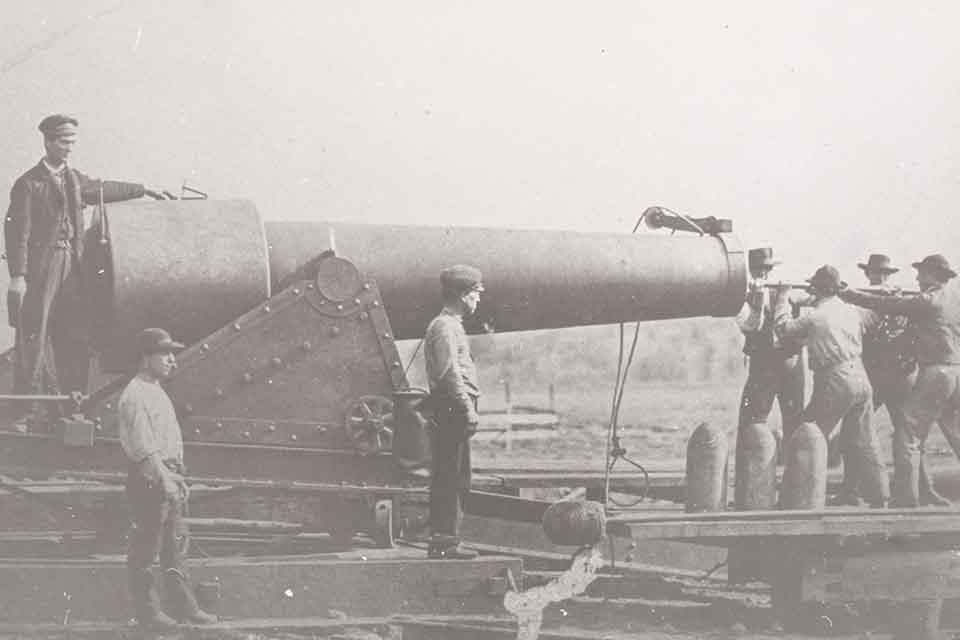
By the fall of 1861, the demand for artillery was so great that the foundry’s forges and furnaces were thundering and blazing around the clock. One area visitor recalled, “[W]e could hear the deep breathing of furnaces, and the sullen monotonous pulsations of trip-hammers, busily at work at the West Point Foundry, the most extensive and complete of the iron-works of the United States.” The foundry was then turning out 25 rifled Parrott guns and 7,000 projectiles per week, in addition to a range of smoothbore cannons, howitzers and mortars—and the numbers grew with demand. On each muzzle were stamped the letters “WPF,” for West Point Foundry, and “RPP,” for Robert Parker Parrott. The guns ranged in size (measured by the weight of the projectile they fired) from 10-pounder field rifles to 300-pounder monsters weighing up to 13 tons. The Parrott guns were conformed for use as fieldpieces (typically 10- and 20-pounders) and larger siege guns for the Army, as well as for service aboard Navy warships.
Around 1850, a 600-foot dock had been built, to accommodate deep-draft vessels on the Hudson. Now a constant stream of Parrott’s war engines rolled on rails from the foundry buildings down the dock to waiting Union vessels. No gun was shipped for military service without first being test-fired, or “proofed.” For that purpose, a platform and spotting tower had been built facing west over the Hudson. Each piece was fired—sometimes as much as 100 times—at the sides of rocky Crow’s Nest Peak and Storm King Mountain, looming on the river’s west bank.
President Abraham Lincoln got to witness the proofing process firsthand when he traveled to West Point in June 1862 to meet with retired Army commander Winfield Scott. After touring the foundry, Lincoln observed from the spotting tower as Superintendent Parrott oversaw a test-firing of 100- and 200-pounders.
The foundry’s rifled guns were far superior to earlier versions. But despite Parrott’s innovations, no cast-iron cannon of the period was immune to malfunction due to a number of problems, from sand in the barrel to excessive elevation, inadequate lubrication of shells, friction within the projectile itself or excessive overheating from repeat firing. The barrel might simply explode at any point along its unreinforced section, or at the muzzle itself. And although the trademark iron band usually protected the crew from a ruptured breech, blowouts sometimes occurred at reinforced sections.
One of Parrott’s larger guns suffered such a calamity. In late August 1863, a 200-pounder siege rifle weighing more than eight tons, dubbed the “Swamp Angel,” had been mounted on a four-ton carriage during the assault on Charleston, S.C. Its crew, from the 11th Maine Infantry, successfully fired 35 massive projectiles—10 of which contained the incendiary mixture known as Greek fire—doing significant damage to the besieged city from an unheard-of 4½ miles away. A platform in marshy earthworks in Charleston Harbor had to be built to elevate the gun, and for the first time in recorded military history a compass reading was taken to target the fire on the city at night.
But six other incendiary shells had detonated prematurely inside the cannon’s tube, causing invisible damage to the gun itself. The all-important wrought-iron breech band grew loose as the barrel’s integrity was compromised. Aware the gun had taken terrific punishment, the crew lengthened the lanyard, allowing them to fire from a safer position. After each round they would reenter the battery to swab and reload the massive piece. It proved to be a sagacious plan: With the 36th round the gun burst, blowing out the breech and knocking the cannon off its carriage. Four members of the crew were injured, though none seriously.
Not all artillerymen were so fortunate. When the U.S. steamer Juniata’s 100-pounder Parrott gun burst during a fight off Fort Fisher, N.C., on December 24, 1864, the explosion killed five sailors—including two officers—and badly injured eight more. A Harper’s Weekly illustration depicted the gun blowing the fiery contents of its projectile out at the breech, strewing dead and injured sailors around the deck. In his report, Juniata’s surgeon described the effects of the explosion in detail. The injuries listed during Second-Class Fireman Theodore Abos’ autopsy were typical: “left leg, thigh, hip, arm and forearm fractured, soft parts extensively lacerated, killed by hemorrhage and shock.” The New York Times later reported that shipboard fatalities alone due to Parrott gun mishaps numbered more than 100.
But in the imprecise world of cast-iron weapons, Parrott guns usually worked remarkably well, and provided long and effective service. By war’s end, only 19 of the Navy’s 352 100-pounders had burst. One 30-pounder reportedly fired some 4,600 rounds before finally breaking down. Today its remains are on display at West Point.
The foundry, the sole manufactory of Parrott guns throughout the conflict, could not turn them out fast enough. In April 1863, Robert Parrott wrote his brother, who managed the Greenwood Foundry that Parrott now owned, “We continue very busy and likely to use all the iron you can make.” Two days later he wrote, “Guns are ordered by the fifties and all my efforts required to keep up the supply.” In June he noted that the calls for guns and projectiles were “increasing daily,” and in August he exulted, “I am over head and ears in business and demand for guns, etc.” The demand would not abate until the South surrendered.
At the height of the foundry’s activity, Parrott employed upward of 1,400 workers. For his time, he seems to have been a remarkably progressive and compassionate boss. He owned a number of the row houses in which his employees lived, charging a modest rent. He also provided widows’ benefits, and limited compensation for injured workers.
But the work was still, by its nature, often dangerous, and in March 1864 several hundred men formed what they called a “Laboring Men’s Union” and went on strike for higher wages and presumably better working conditions. They also kept workers outside the union from reporting for work. Given the North’s need for weapons, the government was not about to allow the strike to continue. Some 120 Federal troops soon appeared. After a brief hiatus, and the arrest of three union leaders, production resumed.
The factory’s wartime output was staggering. Within four years the West Point Foundry turned out 3,000 Parrott guns—nearly half ordered by the Navy—and more than 3 million projectiles, in addition to countless smoothbore cannons and other types of ordnance.
Although the foundry filled an order for 200 Parrott guns after the war’s end, the demand for cannons evaporated practically overnight. Converting to civilian production wasn’t an overnight process, nor were orders for nonmilitary products fast in coming. Parrott, then the vice president and director, terminated his lease in 1867. Eleven years later the owners, with the South Boston Iron Company, unsuccessfully petitioned the War Department for funding to subsidize them in the event of a future war.
Even as orders for cast-iron armaments dwindled, another serious blow came in the form of the Bessemer process, an English system for the cheap manufacture of steel. The first U.S. plant to use that new method was built in 1865, and by 1877, 11 Bessemer mills were rapidly producing steel at an affordable rate. The glory days of the nation’s great iron forges were all but over by that time, since they couldn’t compete with the newer, cheaper and better metal being produced.
The West Point Forge held on under new owners, enjoying middling success throughout the remainder of the 19th century by casting metal furniture, heavy machinery, structural columns and some ordnance, including a 13-ton coastal defense gun. But in 1911 the fires went out for the last time and the foundry closed its doors. A succession of companies purchased the site, including a silk-dyeing and -processing plant, tearing down some of the buildings and altering others. In 1952 what was left of the old foundry was bought by a battery plant, which would dump chemical waste into the cove for the next two decades. In 1986 the U.S. Environmental Protection Agency launched a 10-year-long Superfund cleanup of the place.
Nature eventually reclaimed most of the site. With the exception of a stately 1865 brick office building, the structures either collapsed or were demolished, leaving few traces of the greatest American forge of the Industrial Revolution.
Then in 1996 Scenic Hudson, a nonprofit organization dedicated to protecting and restoring the Hudson River and Hudson River Valley, acquired 87 acres on the original site, in an effort to protect it from development and additionally create an interpretive historic and ecological preserve. After years of serving as a dumping ground for toxic chemicals, the now-pristine Foundry Cove welcomes visitors.
Today a sign on Cold Spring’s picturesque Main Street directs visitors down a side street and along a tree-lined dirt road to the site of what once was the foundry that saved the Union. The West Point Foundry Preserve offers a walking tour of the site that encompasses stabilized ruins, as well as native plantings and sculptural models illustrating the immense scale of the old operation.
Scenic Hudson president Ned Sullivan points out: “What’s really special about the preserve is that visitors learn so much about the foundry’s wartime contribution, while enjoying the natural beauty of a tranquil ravine. The juxtaposition offers an unforgettable experience.”
Ron Soodalter, who calls Cold Spring, N.Y., home, is the author of Hanging Captain Gordon and The Slave Next Door. A regular contributor to America’s Civil War, he has also written for Smithsonian and The New York Times.



